(株)神戸製鋼所とファナック(株)が異種金属接合用ロボットシステムを共同開発
~超ハイテン鋼板とアルミを高い強度で接合可能~
2018年4月19日
(株)神戸製鋼所
ファナック(株)
(株)神戸製鋼所(以下、神戸製鋼)と、ロボット・FA装置大手のファナック(株)(以下、ファナック)は、従来、接合が困難であった超ハイテン鋼板とアルミなどの異種金属や超ハイテン鋼板同士の接合方法について、従来法と比較し最高強度で接合可能なロボットシステムの試作モデルを共同開発しました。今後、自動車メーカーへの提案を進め実用化を目指します。
尚、本試作システムは、4月25日(水)~28日(土)に東京ビッグサイトで開催される「国際ウエルディングショー」に出品し、ファナックの展示ブースにて実演を行う予定です。
近年、世界的な燃費規制及び衝突安全規制の高まりを受け、車体軽量化を目的に従来の鋼材だけなく、様々な素材を適材適所で組み合わせて使う「マルチマテリアル化」の流れが強まっています。しかし、異なる金属の溶接は溶接時に発生する金属間化合物や腐食の観点から容易ではなく、これまでは主に溶接法の代わりにネジやかしめの仕組みを使った機械的接合法が一般的でした。また、これまでも異材接合方法はあるものの、超ハイテン鋼板とアルミの組合せに対しては、その鋼材の強度に耐え、かつ扱い易い接合法がありませんでした。
このような中、神戸製鋼は昨年、アーク溶接とエレメントと呼ばれるリベットを用いて、超ハイテン鋼板とアルミを接合できる異種金属接合法「エレメントアークスポット溶接法 (=EASW) ※1」を考案していました。更に、自動車産業への適用においてはロボットシステム化が必要不可欠であり、この度、ファナックの持つロボット、エンジニアリング、センサー技術を活用し、この溶接法の自動化に目処を付けました。具体的には、画像センサーによる接合箇所の位置検出、ロボットの正確な移動、加圧、エレメントの送給と嵌合、アーク溶接といった一連の動作を高速かつ自動で行います。本方式のメリットは主に下記4点です(「EASW方式のメリット」)。
今後、本格採用を目指し、自動車メーカーへの提案を進めて参ります。
EASW方式のメリット
1. 高い接合強度
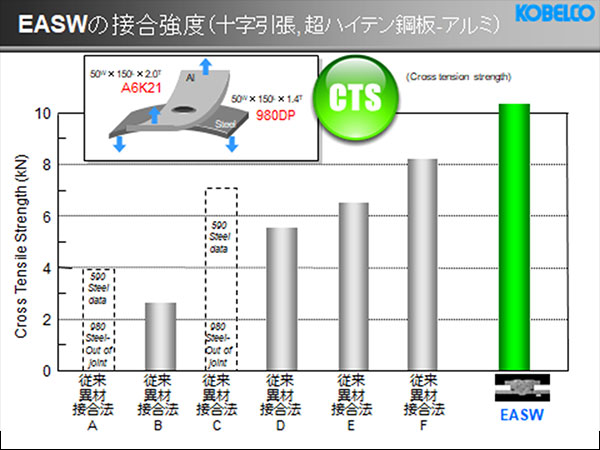
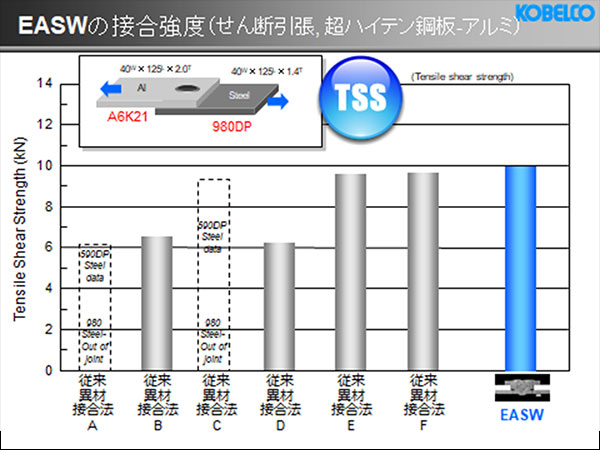
十字引張試験(上下方向)では、従来方法と比較し高い接合強度を実現。また、せん断引張試験(左右方向)でも最高クラスの強度を実現。
十字引張試験
せん断引張試験
2. 超ハイテン鋼板とアルミだけでなく、超ハイテン鋼板同士も接合可能
一般的に接合が難しくなるとされる 1,000MPa級以上の超ハイテン鋼板を継手の一部、あるいは全てに使用しても欠陥を発生することなく接合が可能。
3. アルミも材質を選ばず適用可能
自動車用として一般的な 5000系、6000系薄板だけでなく、高強度な 7000系押出し材にも適用可能。更に、板厚が比較的厚くなるダイキャスト材(鋳造材)にも適用可能。
4. 片面アクセスが可能
対象部材を両側から挟むことが必要な抵抗スポット溶接法や多くの機械的異材接合法とは異なり、片側から溶接が可能なため、ツールで挟むことが出来ない閉断面構造部材や大面積部材へも対応可能。適用部材範囲が拡大する。
※1: EASWの概要

複数の穴を予め空けたアルミ板と、穴無しの鋼板を重ね合わせ、中空形状のリベット状消耗材(=エレメント)をアルミ穴に挿入した後、極短時間のアーク溶接で穴内に液体の溶接金属を注入する接合法。エレメントと鋼板が溶接され、アルミ板をこれらの間に強固に挟みこむことで接合される。
人手を介さず、本手段をロボットによる自動溶接化するためには、(1) 穴の正確な位置検出技術、(2) ロボットアームの正確な移動、(3) 穴に対し直径差がほとんど無いエレメントを正確に挿入する精密嵌合技術、(4) 微量な溶接金属を確実に注入するためのアーク溶接のスタート&エンド処理、などの高いセンサーおよび制御技術が必要不可欠であり、かつこれら一連動作を高速で処理できることが求められる。
他方式との比較
| 超ハイテン鋼板とアルミ継手 | 超ハイテン鋼板同士 | 接合強度が高い (せん断&剥離) |
片側アクセス可能 | 重さ | ランニングコスト | 機構的信頼性 | ||
|---|---|---|---|---|---|---|---|---|
| Al/Steel | Steel/Al | |||||||
| EASW | ○ | × | ○ | ○ | ○ | △ | △ | ○ |
| SPR | × | × | × | △ | × | △ | △ | ○ |
| FDS | × | ○ | × | △ | ○ | × | × | ○ |
| FSW | ○ | × | × | × | × | ○ | ○ | × |
| ろう付け | ○ | ○ | × | × | ○ | △ | ○ | × |
- SPR: 蓋が付いた円環状のリベットを、重ねた板に押し込みつつ変形させることで、かしめ拘束して接合する手段。最も普及しているアルミ同士およびアルミと鋼の異材接合方法。
- FDS: 形状や仕組は木ねじと等しく、金属用にアレンジした技術。部材を挟む必要がなく、片側アクセス性が特徴。低強度素材であれば穴あけの必要が無い。
- FSW: 超硬ツールを高速回転させながらアルミ側から鋼板側に加圧し、直接アルミと鋼を金属結合させる手段。アルミ材同士の接合用途では広く普及している。消耗材は不要。
- ろう付け: ブレージングとも呼ばれるが、アルミ系の溶接材料を用いてレーザまたはアークで溶融し、金属間化合物の生成を最小限に抑制しつつ、鋼と金属結合させる手段。強度担保目的では使用されない。
写真
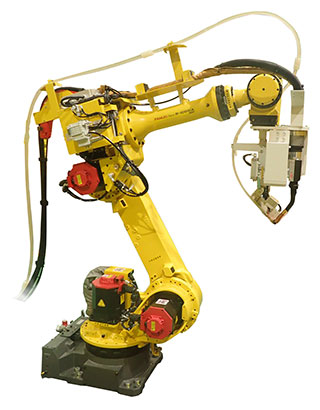
試作機外観
【「2018国際ウエルディングショー」開催概要】
- 日時: 2018年4月25日(水)~28日(土) 10:00~17:00 ※最終日28日は16時まで
- 場所: 東京ビッグサイト
以上